David Yuan

+86 18659217588


+86 18659217588




상표 :
TMAX품목 번호:
TMAX-3235T결제 :
L/C, T/T, 웨스턴 유니온, 페이팔인증서 :
CE ROHS 인증서리드 타임 :
5일
간헐적 및 연속 코팅 모드를 갖춘 자동 롤투롤 전사 코팅기
1. 주요 매개변수
아니요. | 품목 이름 | 투기 |
1 | 핏 시스템 | 리튬철인산, 리튬코발트산화물, 리튬망간산화물 양극판 및 음극판 코팅 공정 |
2 | 작동 기판 두께 | 알루미늄 호일: 10-30um 구리 호일: 7-30um |
3 | 롤 표면의 설계 폭 | 380mm |
4 | 코팅 폭을 확보하세요 | 100~300mm |
5 | 장비 및 기계의 주행 속도 | 7m/분 |
6 | 장비 코팅 속도 | 건조 조건에 따라 2m/분 이하 |
7 | 슬러리 점도에 적합 | 2000~16000 Cps |
8 | 단면 코팅 건조 두께 범위 | 50~200㎛ |
9 | 최소 간격 길이 | ≥ 5mm (슬러리 특성과 관련) |
10 | 다중 섹션의 최소 코팅 길이 | ≥ 20 mm (슬러리 특성과 관련) |
11 | 용매 특성 | 유성 용매 NMP (sg=1.033, bp=204℃) |
수용성 용매 H2O/NMP(sg=1.000, bp=100℃) | ||
12 | 적합한 고형분 함량 | 양성 SC 60%±20% |
부정적인 SC 50%±10% (PVDF 시스템) SC 50%±5% (SBR 시스템) | ||
13 | 단면 코팅 건조 두께 오차 | ±3㎛
|
14 | 코팅 방법 | 2중 전면 및 후면 3단 불균등 간격 간헐 전사 코팅 / 2면 자동 추적 / 연속 전사 코팅 |
15 | 기판 주행 방향 | 전방 코팅, 기판 전방 및 후방 빈 포일 작업 |
16 | 장비 치수 | 길이, 너비, 높이: 8.5*1.5* 2.3m |
2. 각 부분의 구조 소개
2. 1. 일체형 풀림, 헤드 메커니즘:
아니요. | 품목 이름 | 투기 |
1 | 롤러 설치 구조 | 랙 설치 |
2 | 롤 표면 처리 | 금속 알루미늄 롤러의 표면 산화 |
3 | 장력 제어 시스템 | 폐쇄 루프 자동 제어 일정 장력, 장력 범위 0~50N |
4 | 교정 방법 | 자동 EPC 제어, 스트로크 80mm |
5 | 코일링 방법 | 재료 롤은 3인치 공기 샤프트로 고정되며 풀림은 단일 샤프트로 지지됩니다. |
6 | 기판 이동 방향 | 정방향 및 역방향 |
7 | 기본 재료 실행 속도 | 5m/분 |
8 | 최대 풀림 직경 | Ф 300mm |
9 | 팽창형 샤프트의 최대 지지 용량 | 100kg |
10 | 풀리는 팽창형 샤프트의 수 | 1개 |
11 | 주 구동 모터 | 서보 모터 |
12 | 간헐적 푸시 | 서보 드라이브 |
13 | 롤러 표면 처리 | 금속알루미늄롤러 표면은 산화되어 있으며, 원주방향 편차는 ≤ 30um 입니다. |
14 | 스크레이퍼 구조 | 양면 쉼표 스크레이퍼, 직경 Ø80mm; |
15 | 스크레이퍼 각도 회전 제어 | 핸들을 움직여 회전하세요 |
16 | 코팅 롤러(스틸 롤러) | 표면에 경질 크롬 도금, 직경 Ø120mm; |
17 | 백롤러(고무롤러) | 직경 Ø120mm, 표면은 수입 EPDM 접착제로 코팅 |
18 | 혼합통 | 로드리스 실린더는 선형으로 움직이며 속도는 조절 가능합니다. |
19 | 스크레이퍼의 간헐적 높이 조절 | 수동 조정. |
20 | 싱글 헤드 위치 | 건조터널 설치 및 운전 전 |
2.2. 건조 오븐
아니요. | 품목 이름 | 투기 |
1 | 오븐 구조 | 상하로 배치된 이중난방 |
2 | 오븐 길이 | 6미터(구간당 3미터*2) |
3 | 재료 | SUS304 스테인리스 스틸, 내부 탱크 1.0mm, 외부 탱크 1.2mm |
4 | 오븐 가이드 롤러 전달 모드 | 수동 롤러 드라이브 |
5 | 온도 조절 | 정상 작동 온도 제어 보호 제어와 과열 모니터링 및 경보 제어로 구분됩니다. 과열 시, 시각 및 청각 경보가 울리고 주 가열 전원이 차단됩니다. 각 부분은 완전히 독립적으로 제어됩니다. |
6 | 가열 방식 | 전기난방, 온풍순환 구조 |
7 | 단일 섹션 오븐의 가열 전력 | 13.5KW/3m |
8 | 건조 터널의 온도 | 최대 150 ℃ , 단일 오븐 내 온도 차이 ≤ 5 ℃ |
9 | 작동 중 캐비닛 표면 온도 | ≤ 45 ℃ |
10 | 송풍 방법 | 상하 공기가 분출되며 상하 공기량은 밸브에 의해 개별적으로 조절되며 상하 공기실은 가열체를 공유합니다. |
11 | 배기 공기량 제어의 각 섹션 | 순환팬 풍량 : 3000m3/h (단일구간) 배기량은 4000m3/h이다 |
12 | 노즐 구조 | 송풍방향은 수평방향으로 30도 각도로 되어 있으며, 에어노즐의 슬롯은 특수금형으로 슬롯이 가공되어 있습니다. |
13 | 난방 제어 | 솔리드 스테이트 릴레이 |
14 | 팬 소재 | SUS304 스테인리스 스틸 |
15 | 용매 회수 시스템 | 선택 과목 |
16 | NMP 용매 농도 알람 | 선택사항(4390달러 추가) |
2.3. 와인딩 메커니즘: 기능은 풀림과 동일하며, 다음이 추가되었습니다.
아니요. | 품목 이름 | 투기 |
1 | 긴장 | 1세트는 견인 롤러 앞에 설치되며, 폐쇄 루프 자동 제어 일정 장력, 장력 범위 0~50N, 서보 제어입니다. |
2 | 설치 구조 | 방통 프레임 용접 |
3 | 권취축의 수 | 1피스, 싱글 암 와인딩 |
2.4. 제어 시스템
아니요. | 품목 이름 | 투기 |
1 | 메인 제어 시스템 | 터치스크린, PLC, 모듈, 서보 시스템 |
2 | 작동 모드 | 수동, 자동, 비상 정지; 전체 기계는 전후에 작동 가능 |
3 | 코팅, 간헐적 길이 설정 범위 | 코팅 길이 20.0 ~3200.0mm 간헐길이 5.0 ~3200.0mm |
4 | 알람 상황 | 장치가 고장나면 터치 스크린에 해당 수정 화면이 표시됩니다. |
5 | 계산 함수 | 생산 수량/길이 |
6 | 머리와 꼬리 두께 조절 방법 | 이 프로그램은 강철 롤러와 고무 롤러의 속도 비율을 제어합니다. |
3. 장비 정확도:
3. 1. 하드웨어 정확도
아니요. | 품목 이름 | 투기 |
1 | 스크레이퍼 | 원 런아웃≤1.5um, Ra0.4, 진직도≤1.5um |
2 | 코팅 롤러(스틸 롤러) | 원 런아웃≤1.5um, Ra0.4 진직도≤1.5um |
3 | 접착제 롤 | 원 런아웃≤10um, 진직도≤10um |
4 | 수정 편차 | ±0.1mm |
5 | 칼날 조정 제어 반복 정확도 | ±0.1㎛ |
6 | 온도 제어 정확도 | ±2℃ |
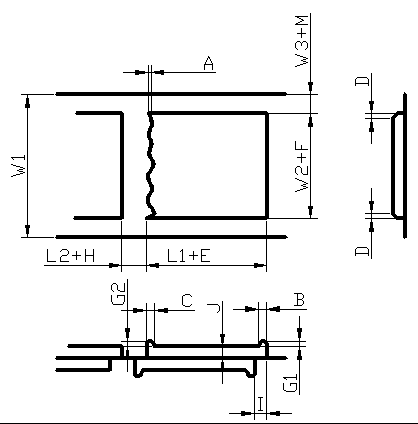
3.2. 코팅 정확도
| A (꼬리치기) | ≤1mm (슬러리 점도 및 접착성 관련) |
B (머리의 비정상적인 부위) | 10mm | |
C (꼬리의 비정상적인 부위) | 6mm | |
D(에지 효과 영역) | ≤3mm | |
E(길이 오류) | ±0.5mm | |
F(폭 오차) | ±0.5mm | |
M(폭 오차) | ±0.5mm | |
G1(헤드 두께) | -10~+8um | |
G2(꼬리 두께) | -10~+8um | |
H (빈칸 오류) | ±0.5mm | |
I (양수 및 음수 비트 오류) | ±0.5mm | |
L1(코팅 필름 길이) | 20.0 ~3200.0mm | |
길이 범위 | L2(간헐적 길이) | 5.0 ~3200.0mm |
L1/L2(코팅+불연속 길이) | L1 + L2 ≥90mm |
4. 설치 환경 요구 사항
4.1. 기계 헤드의 주변 온도는 20~30℃이고, 나머지는 10~40℃입니다.
4.2. 기계 헤드의 상대 습도는 양수 RH ≤35%, 음수 RH ≤98%, 나머지 ≤98%입니다.
5. 지원 시설
5.1. 전원 공급 : 3PH 380V, 50HZ, 전압 변동 범위 : +8% ~-8%; 전원 공급의 총 시동 전력은 40KW입니다.
5.2. 압축 공기: 건조, 여과 및 안정화 후: 출구 압력은 5.0kg/cm2보다 큽니다.