상표 :
TMAX품목 번호:
TMAX-MSK-AFA-HC100결제 :
L/C, T/T, 웨스턴 유니온, 페이팔인증서 :
CE ROHS 인증서리드 타임 :
5일진공 펌프가 장착된 120°C 가열식 평면 코팅기
MSK-AFA-HC100 시트 코팅기는 최대 코팅 크기가 90 x 190mm입니다. 베이스 플레이트는 최대 120℃까지 가열됩니다. 글러브 박스 내 이송 챔버에서 사용할 수 있으며, 외부 진공 펌프가 제공됩니다. 코팅 두께 정밀도는 ±3μm입니다. 옵션 액세서리로는 80mm 폭의 코팅 스크레이퍼, 와이어 로드, 4면 필름 메이커, 압출 스크레이핑 및 컴파운딩 필름 메이커 등이 있습니다.

2. 베이스 플레이트의 코팅은 정밀도가 높고 내마모성이 우수합니다.
3. 코팅된 베이스 플레이트는 진공 흡입 기능을 갖추고 있으며 표준 진공 펌프가 장착되어 있습니다.
4. 코팅된 받침대는 가열 기능을 갖추고 있으며 온도를 조절할 수 있습니다.
5. 여러 코팅 기계를 선택할 수 있습니다.
6. 차량의 글로브 박스에 넣어서 사용할 수 있습니다.
7. UL 인증 기준을 준수합니다.
프로세스 개요
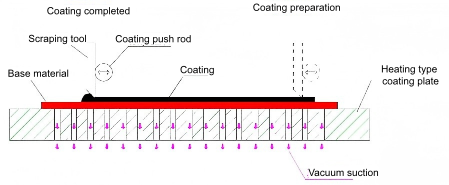

공정 설명: 코팅재가 블레이드 가장자리에 도달하면, 블레이드 가장자리와 기판 사이의 틈을 통해 간헐적으로 흐르면서 목표 코팅을 형성합니다. 코팅 두께는 블레이드와 기판 사이의 틈에 의해 제어됩니다. 코팅 적용 정확도는 블레이드와 기판 사이의 틈 정확도, 블레이드 가장자리의 직선도, 코팅판의 평탄도, 코팅재의 특성 등 다양한 요인의 영향을 받습니다.
기술 사양
전원 공급 장치 | 단상 교류 110-220V ± 10%, 주파수 50Hz/60Hz, 출력 280W |
코팅 종류 | 일체형 스크레이퍼 코팅 |
적용 환경 | 일반 환경, 글러브 박스(질소, 아르곤) |
코팅 범위 | 최대 코팅 크기는 길이 190mm x 너비 90mm입니다(코팅 허용 범위이며, 실제 코팅 크기는 코팅 장비 의 매개변수에 따라 달라집니다 ). |
코팅 속도 | 10~48mm/s, 수동 조절 가능 |
가열 온도 | 실온에서 120℃까지 |
코팅 도구 | 모델: 스크래퍼 KTQ-80F (선택 사항) 절삭 정밀도: 직진도 ≤ 4 μm 절삭날 높이: 0~3mm, 수동 조절 가능 조정 정밀도: 5μm |
코팅 치수 | 최대 크기: 길이 190mm x 너비 80mm (실제 코팅량 기준) |
코팅 두께 | 정확도: ±3 μm 참고: 흑연 양극 코팅 속도, 점도 2000 mPa·s, 고형분 함량 45% |
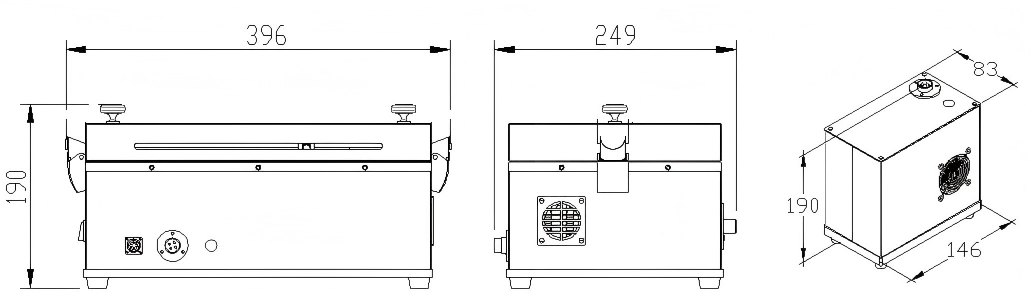
장비 크기 | 코팅기 : 크기 약 L400 x W250 x H190mm (밀봉 커버 포함) 외부 진공 펌프: 크기 약 L150 x W85 x H190mm (항공 소켓 및 공기 파이프 커넥터 제외) 코팅 도구 : 대략 길이 110 x 너비 35 x 높이 55mm |
무게 | 코팅기 : 약 19.5kg (밀봉 덮개 포함) 외부 진공 펌프: 약 1kg (항공용 소켓 및 공기 튜브 커넥터 제외) 코팅 도구 : 약 0.35kg |
목 | 요구 사항 | 제공 단위 | 메모 |
전원 공급 장치 | 단상 교류 110-220V ± 10%, 주파수 50Hz/60Hz, 출력 280W | 고객 | / |
연결 방식 | 10A 3구 소켓 | 고객 | / |
접지 | 접지선의 저항은 4Ω 미만이어야 합니다. | 고객 | / |
주변 온도 | 25±5℃ | 고객 | / |
환경 습도 | 상대 습도 30~90% 이하 | 고객 | / |
청결 | 1,000,000 레벨 | 고객 | / |
진동과 충격 | 주변에 뚜렷한 진동 발생원이 없습니다. | 고객 | / |
방폭 요구사항 | 주변에 폭발 위험 요소는 없습니다. | 고객 | / |
가스 배출 | / | 고객 | / |
기계 조정 도구 | 기계 조정을 위해 필요한 장비와 테스트 도구를 미리 준비해 주십시오. | 고객 | 참고 제품 평가 양식 |
기본 하중: 고객께서 제품 중량 및 다음 데이터를 기준으로 기준을 충족하는지 신중하게 판단하시도록 안내해 주십시오.
자재 소요량
1. 기질에 대한 요구 사항
프로젝트 | 매개변수 | 메모 |
기본 재료 재료 | 구리 호일, 알루미늄 호일 | |
기본 재료 길이 | 190 ~ 230mm | |
기본 재료 너비 | 90 ~ 130mm | |
기본 재료 두께 | 8 ~ 30μm |
메모:
1. 위의 매개변수들은 리튬 이온 배터리에 일반적으로 사용되는 매개변수들입니다.
프로젝트 | 슬러리 | 메모 |
주요 재료 시스템 | 리튬코발트산화물, 리튬철인산염, 리튬망간산화물, 삼원계 흑연, 실리콘 음극 | |
점도 | 1500 ~ 8000 mPa·s | |
고형 성분 | 55%±20% |
메모:
1. 기타 슬러리 매개변수는 실제 코팅 효과를 기준으로 결정해야 합니다.
아니요. | 이름 | 콘텐츠 | 수량 | 메모 |
1 | 장비 본체 | 코팅기, 진공 펌프 | 1개 | |
2 | 코팅 도구 | KTQ-80F | 1개 | 선택 사양 액세서리 |
3 | 용품 및 도구 | 자세한 내용은 예비 부품 목록을 참조하십시오. | 1개 | |
4 | 배송 서류 | 사용 설명서, 구성품 목록 | 1개 |
아니요. | 목 | 기기 사양 | 메모 |
1 | 베이스 플레이트 | 탄소강 재질에 표면은 크롬 도금 처리되었습니다. | |
2 | 발 패드 | 4개 | |
3 | 코팅 보드 | 알루미늄 합금, 표면에 진공 흡입 구멍이 있음 | |
4 | 운전하다 | 브러시리스 모터, 수동 조절 손잡이로 속도 조절 가능 | |
5 | 안내 | 크롬 도금 가이드 로드 + 선형 베어링 | |
6 | 코팅 푸시 로드 | 스테인리스 스틸, 탈착식 | |
7 | 온도 조절 | PI 필름 가열 + 온도 컨트롤러 + 열전대, 폐루프 제어 | |
8 | 외부 프레임 | 냉간압연 강판 분체 도장 | |
9 | 상단 덮개판 | 냉간압연 강판 분체 도장, 걸쇠 + 손잡이 | |
10 | 진공 펌프 | 외부 , 알루미늄 압출 커버 | |
11 | 제어판 | 버튼과 노브를 이용한 제어 | |
12 | 전자 제어 장치 | 내부 통합 설계 |
2. 코팅 도구
아니요. | 목 | 기기 사양 | 메모 |
스크레이핑 도구 KTQ-80F | 선택 사양 액세서리 | ||
1 | 재료 | 스테인리스 스틸 | |
2 | 긁는 칼 | 평면 스크레이퍼 | |
3 | 조정 방법 | 차동 헤드, 수동 조정 | |
3. 예비 부품 및 공구
아니요. | 목 | 사양 | 수량 | 메모 |
1 | 육각 소켓 렌치 | M2.5 , M3 , M4 , M5 | 1세트 | 도구 |
2 | 필러 게이지 | / | 1개 | 도구 |
3 | 사포 | 2000# | 종이 1장 | 도구 |
4 | 슬러리 용기 | / | 1개 | 도구 |
아니요. | 목 | 수량 | 메모 |
1 | 장비 설명서 | 1세트 | |
2 | 준비물 목록 | 1세트 | |
3 | 제품 보증서 | 1세트 (적합성 인증서, 보증서) |
코팅 조건 | ||
기본 재료 | 알루미늄 호일 / 알루미늄 호일 | |
코팅 종류 | 연속 코팅 | |
| 슬러리 타입
| 수성 흑연 양극 | |
슬러리 점도 | 4000~6000 mPa·s | |
슬러리 고형분 함량 | 55%±20% | |
| 코팅 두께
| 단면 90μm | |
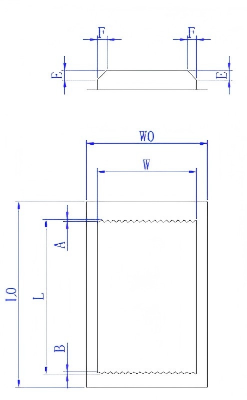
코팅 크기 | ||
프로젝트 | 표시 | 기준 |
로0 | 230mm (기판 크기) | |
W0 | 130mm (기판 크기) | |
엘 | ≤190 (참고값, 페이스트 양과 관련됨) | |
W | ≤90 (참고값, 페이스트 양과 관련됨) | |
에이 | (초기 코팅량과 관련됨) | |
비 | (초기 코팅량과 관련됨) | |
E(모서리 두께) | (초기 코팅량과 관련됨) | |
|
F(가장자리 영역) |
(초기 코팅량과 관련됨) |
코팅 합격 기준 | ||
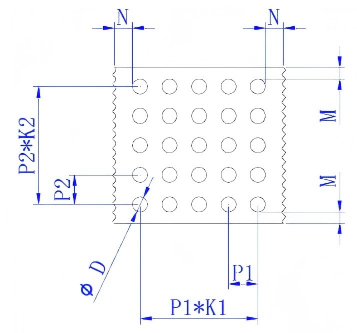
| 균일 영역 두께 | ≤±3 μm |
M (모서리로부터의 거리 차원) | (초기 코팅량과 관련됨) | |
N (머리와 꼬리 치수로부터의 거리) | (초기 코팅량과 관련됨) | |
측정 방법 균일한 영역에서 가로 방향으로 5점, 세로 방향으로 5점을 측정합니다. 마이크로미터를 사용하여 측정하며, 측정 결과의 정확도는 ±3μm 이내입니다. 측정 도구: 마이크로미터 (고객 제공, 산펑 마이크로미터, 정확도 1μm) | ||
1. 슬러리 상태는 안정적이어야 합니다. 침전, 층분리, 응집 또는 굳어짐과 같은 변화 없이 코팅 환경 하에서 밀폐된 유리 용기에 담아 8시간 동안 방치해야 합니다. 2. 구매자는 슬러리의 점도, 미세도 및 환경이 코팅 요구 사항을 충족함을 보장합니다. | ||