David Yuan

+86 18659217588


+86 18659217588


상표 :
TMAX품목 번호:
TMAX-XHPT-7564S-MM결제 :
L/C, T/T, 웨스턴 유니온, 페이팔인증서 :
CE ROHS 인증서리드 타임 :
5일
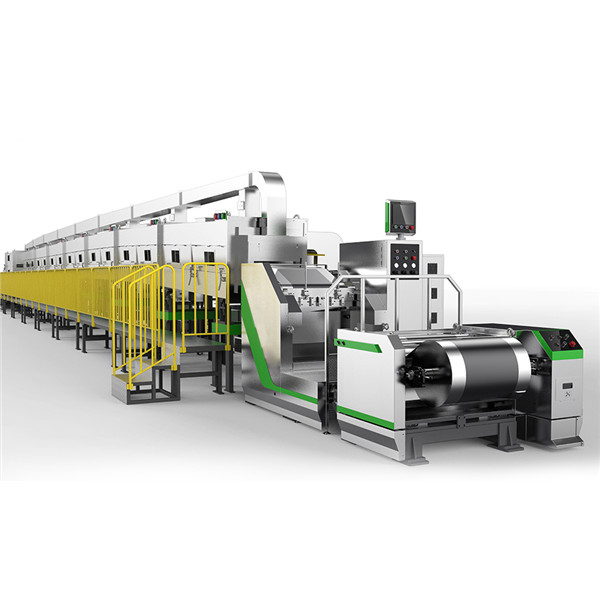
배터리 생산 라인용 정밀 압출 코팅기
1. 전체 기계 구조 의 간략한 소개
1.1 장비 구성:
① 단축 풀림 메커니즘
② 1차면 코팅 메커니즘
③ 이중 레이어 오븐 메커니즘
④ 견인 메커니즘
⑤ 2차면 코팅 메커니즘
⑥ 견인 메커니즘
⑦ 이중축 와인딩 메커니즘
⑨ 정밀급이 시스템(2세트)
⑨ 전기 제어 시스템
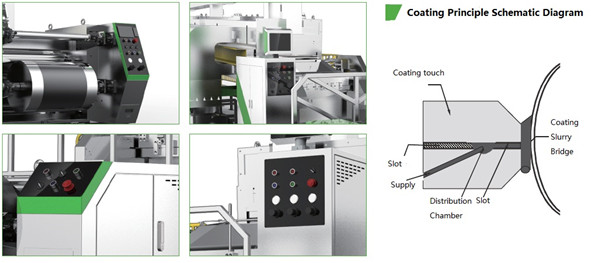
1.2 기술적 프로세스:
풀림 장치 위에 놓인 극판의 기본 소재는 자동 보정 후 풀림 장력 시스템으로 들어가고, 풀림 장력을 조정한 후 코팅 헤드로 들어갑니다. 극판은 코팅 시스템의 설정 절차에 따라 코팅됩니다. 코팅된 습식 전극 조각은 하층 오븐으로 들어가 열풍으로 건조됩니다. 건조 후 극 조각은 정류 시스템에 의해 정류된 후 장력 시스템에 의해 장력이 조정됩니다. 동시에 견인 속도는 두 번째 코팅 속도와 동기화되도록 제어됩니다. 극 조각이 두 번째 코팅 헤드에 의해 뒷면에 코팅된 후 열풍으로 건조되기 위해 상층 오븐으로 들어갑니다. 건조 후 극 조각은 두 번째 견인 장치에 의해 정류되고 장력에 의해 조정된 후 권취 장치에 의해 권취됩니다.
2. 배터리 전극 의 기술적 매개 변수
2.1 적합한 기판 두께: 알루미늄 호일: 0.010-0.030mm, 구리 호일: 0.006-0.030mm;
2.2 적합한 기판 폭: 알루미늄 호일: 300-660mm, 구리 호일: 300-660mm;
2.3 폴 피스 알루미늄/구리 호일 코일 크기: 코어 개구부 3인치;
2.4 코팅 권취 및 풀기 기술 요구 사항: 코일 직경 ≤ φ 500mm, 코어 직경 3인치;
2.5 코팅 슬러리: 슬러리가 배터리 코팅 요구 사항을 충족하도록 충분히 교반 및 여과된 후, 슬러리를 작동 탱크에 채우고 지속적으로 교반하여 슬러리의 코팅 성능을 유지합니다.
2.6 단면 코팅 건조 두께(기판 제외): 50-150μm; 최대 습윤 코팅 두께: 100-500μm(슬러리 점도 허용 시)
3. 주요 성능 매개 변수
아니요. | 프로젝트 | 매개 변수 | 비고 |
1 | 코팅 의 정상 속도 | ≤2 4m /분 | 일반적인 코팅 속도는 재료 시스템, 코팅 두께 및 고형분 함량과 관련이 있습니다. |
2 | 코팅 속도 정확도 오류 | ≤0.1m/분 |
|
3 | 코팅 폭 | ≤650mm |
|
4 | 코팅 길이 ( 단일 조각 ) | ≤2500mm |
|
5 | 코팅기 속도 | 40m/분 |
|
6 | 코트 의 전체 길이 | ≤43m | 구성과 좋은 관계가 있습니다 |
7 | 장비 공기압 | 0.6 ~0.8 MPa | 건조하고 불순물이 없음 |
8 | 단면 코팅 건조 두께 오류 | Li(NiCoMn)O2 , LiFePO4, 코발트 ±2μ (망간 ± 2 μ ) | 가장자리, 머리, 꼬리 8mm 는 제외됩니다. |
9 | 양면 코팅 건조 두께 오류 | Li(NiCoMn)O2 , LiFePO4, 코발트 ±3.0μm (망간 ± 3 μ ) |
|
10 | 싱글 칩 의 싱글 사이드 중량 오류 | ±1.5% | 측정 방법 (그림 B ) |
11 | 최소 코팅 길이 | 20mm |
|
12 | 단일 폴 조각 의 최소 길이 치수 | 50mm | ( 코팅 하나 와 틈) |
13 | 단일 이중 세그먼트 폴 조각 의 최소 길이 치수 | 100mm | ( 두 개의 코팅과 간격) |
14 | 전극 헤드 및 테일 의 단면 두께 오류 | -10μm~ +5μm |
|
15 | 간격 코팅 최소 간격 | 10mm | 코팅속도가 빠를수록 최소간격이 커집니다 . |
16 | 코팅 길이 의 정확도 오류 | ±1.0mm | 3000mm 이내 |
17 | 앞면 과 뒷면 코팅 의 겹침 오류 | ±0.5mm |
|
18 | 앞면 과 뒷면 코팅 가장자리 의 겹침 오류 | ±0.5mm |
|
19 | 에지 균일 성 와인딩 오류 | ± 1mm (5턴 후 계산 시작) | Φ 500mm 롤 |