David Yuan

+86 18659217588


+86 18659217588

상표 :
TMAX품목 번호:
TMAX-YK-HJ-2103결제 :
L/C, T/T, 웨스턴 유니온, 페이팔인증서 :
CE ROHS 인증서리드 타임 :
5일
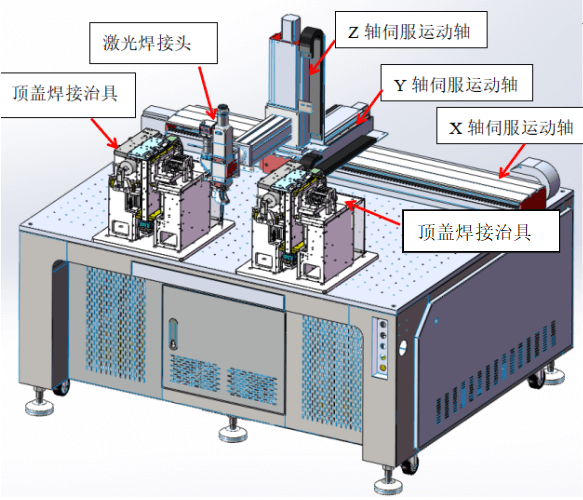
레이저 스팟 용접기
1. 장비 개요
본 장비는 각형 배터리 상단 커버 의 밀봉 용접 및 액체 주입구 용접에 사용됩니다 . 반자동 장비입니다. 유입되는 재료의 상단 커버는 알루미늄 쉘에 수동으로 버클링됩니다. 배터리의 밀봉면을 기준으로 셀 하단 플레이트 상단에서 위치를 조정합니다. 레이저 용접 후, 수동으로 검사 및 판정합니다. 본 장비는 고정구를 신속하게 교체할 수 있으며 다양한 모델의 제품 용접에 적합합니다.
2 、기본 매개변수
1. 장비 목록
SN | 목 | 수량 | 주목 |
1. | 용접 레이저 | 1 세트 |
|
2. | 용접 접합부 | 1 세트 |
|
3. | 냉각기 | 1 세트 |
|
4. | 모션 모듈 | 1 세트 |
|
5. | 서보 모터 | 1 세트 |
|
6. | 프레임 + 플레이트 + 쉴드 | 1 세트 |
|
7. | 관찰용 CCD+ 디스플레이 | 1 세트 |
|
8. | 산업용 집진기 | 1 세트 |
|
9. | 용접 플랫폼의 모션 제어 | 1 세트 |
|
10. | 용접 제어 소프트웨어 | 1 세트 |
|
11. | 레이저 파형 제어 카드 | 1 세트 |
|
12. | 국제피씨(IPC) | 1 세트 |
|
13. | 고정물 | 1 세트 |
|
2. 전원 공급 장치 구성
3상 380V ; 전압 변동은 ±10% 미만 ;전력 : 8 KVA ;
3. 압축 공기
0.6~ 0.8MPa
4. 환경 요구 사항
주변 온도 20 ~ 40℃ ; 상대 습도 5 ~ 55 %HR ;
3 、수신 매개변수
SN | 목 | 사양 | 주목 |
1 | 배터리 크기 | 길이 166mm , T 22mm , 높이 234mm | 고객의 사이즈에 맞춰 맞춤 제작 |
4. 프로세스 성능
1. 하드웨어 정확도
SN | 목 | 사양 | 주목 |
1. | 작업대의 유효 작업 범위 | 길이 300mm × 너비 300mm × 높이 200mm |
|
2. | 레이저 용접 조인트의 반복 위치 정확도 | ≤±0.02mm |
|
3. | 적격 요율 | 98.5% |
|
4. | 능률 | 5 0- 7 0mm/초 |
|
5. | 공구 고정 장치를 교체할 수 있습니다. |
|
|
6. | 용접 방법 | 수직용접 및 측면용접 (해당 고정구 필요) |
|
7. | 레이저 용접기 전원 | 1 0 00W |
|
8. | 용접 조인트의 초점거리 조정 정확도 | 0.02mm |
|
9. | 용접 파라미터 메모리 기능, 프로그래밍 없이 이미 수행된 제품을 다시 전환 |
|
|
10. | 먼지 및 연기 제거 기능 탑재 |
| |
11. | 안전한 작업을 위해 안전문과 안전격자를 장착하였습니다. |
| |
12. | 소음 | ≤75데시벨 |
|
13. | 실패율 | 고장률 = (고장 정지 기간 / 장비 서비스 기간) ≤ 2% |
|
2. 제품 정확도
SN | 목 | 기준 |
1. | 용접 플랜징 폭 | < 0.3mm |
2. | 용접 침투 및 폭 | 침투 0.5~1.4mm , 용융 폭 : 1~1.6mm , |
3. | 용접 압력 저항성(인장 강도) | 내전압 ≥ 1.1Mpa |
4. | 외관 및 용접 품질 | 용접 후, 용접 부위는 피트, 용접부 파손, 정렬 불량, 폭발 지점 등의 결함이 없어야 하며, 용접부는 매끄럽고 평평해야 하며, 쉘에 심각한 변형을 일으키지 않아야 합니다. 용접 후 쉘에 용접 슬래그가 없어야 하며, 레이저가 쉘 내부의 다이어프램과 고온 테이프를 태우지 않아야 합니다. |
5 、주요 구성품의 구성
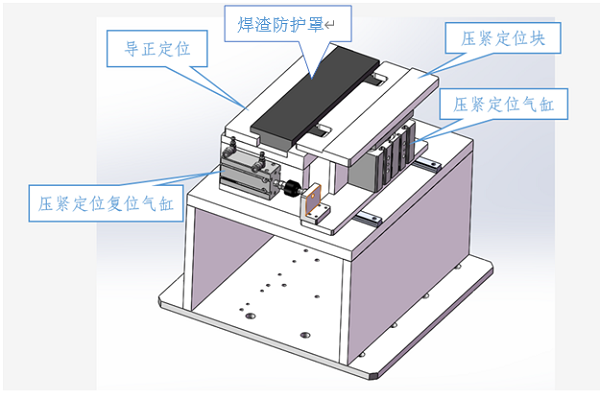
1. 소프트 연결 고정부
SN | 설명 | 투기 |
1. | 수동으로 재료를 적재하고, 제품을 차례로 위치 고정 장치에 놓고, 용접 슬래그가 배터리 표면에 튀는 것을 방지하기 위해 전기 코어 외부에 용접 슬래그 보호막을 설치하고 , 실린더로 앞뒤로 눌러 배터리가 긁히는 것을 방지합니다. |
|
2. | 클램핑 부분은 셀과 완전히 접촉하지 않으며, 셀에 과도한 압출 압력이 가해지는 것을 방지하기 위해 중앙이 비워져 있습니다. 수동 블랭킹: 배터리가 블랭킹 위치로 이동하면 배터리 실린더가 잠금 해제되고 배터리 셀이 튀어나와 재료를 수동으로 꺼냅니다. 짧은 쪽은 회전 실린더로 클램핑되며, 배터리는 측면 에서 놓고 꺼낼 수 있어 조작이 편리합니다. |
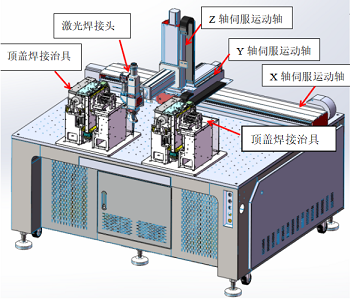
2. 3축 용접 플랫폼
SN | 설명 | 주목 |
1. | 레이저 출력 헤드는 하드웨어의 정확성을 보장하기 위해 3축 고정밀 기계 모듈로 구동됩니다. 고정밀 알고리즘과 컨트롤러를 사용하여 정확한 레이저 여기 전력과 경로를 제공합니다. 용접 전에 조립 메커니즘을 위로 누르고 상단 커버를 완전히 용접하여 제품 합격률을 보장합니다. 배기관 및 필터에는 난연성 재료를 사용하고 연결 부분에는 강철 링을 사용합니다. |
|
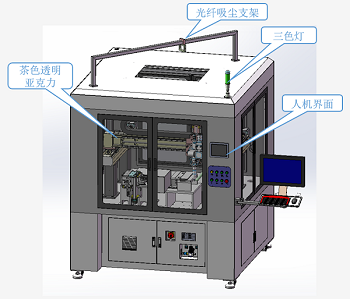
3. 프레임 커버 및 인간-기계 인터페이스
SN | 설명 | 주목 |
| 장비 상단 커버는 판금과 황갈색 아크릴 패널로 구성되었으며, 작업자의 안전을 위해 안전 격자가 설치되어 있습니다. 장비의 인간-기계 인터페이스는 회사의 기존 구조에 맞춰 설계되었으며, 용접 매개변수는 시각적이고 추적 가능합니다. |
|
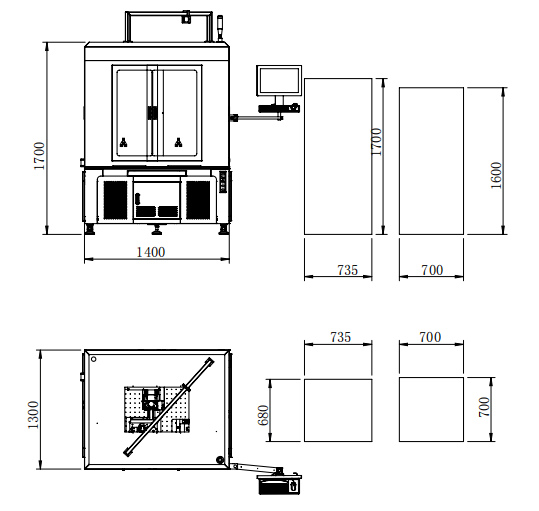
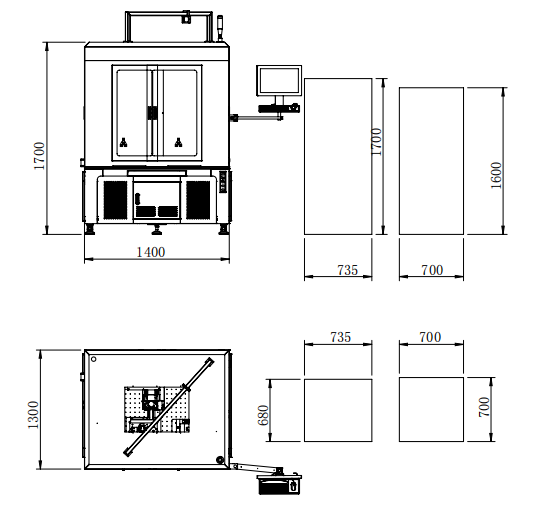
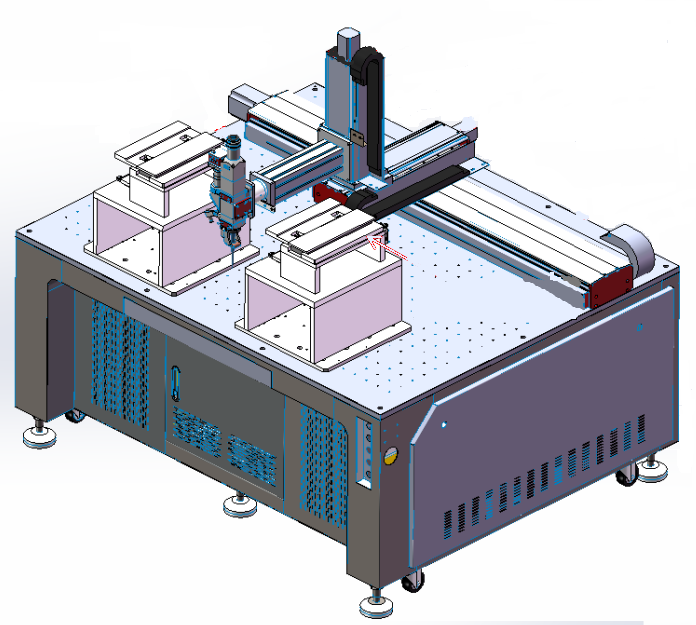
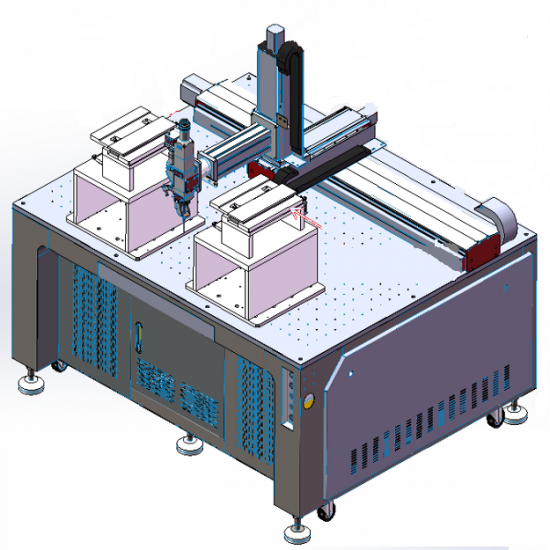
4.장비의 세 가지 관점 부분
5. 장비 용량 요구 사항
SN | 목 | 색인 | 주목 |
1. | 시간 효율성 = 실제 작업 시간: 로드 시간 - 계획된 가동 중지 시간(고장, 재료 전환) 로드 시간: 생산 시간 - 계획된 가동 중지 시간 생산 시간 : 정상 근무 시간 계획된 가동 중지 시간: 아침과 저녁, 휴식, 임시 점검, 청소 등 | ≥99.00% |
|
2. | 성능 향상 = 이론적 템포: 단일 제품의 이론적 생산 시간 | 100% |
|
3. | 제품 적격률 = 고정 손실: 테이프 접합, 코일 교체 등 | ≥99.50% |
|
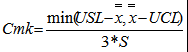
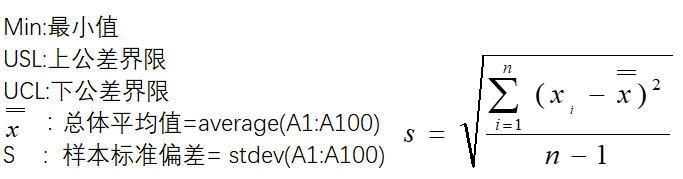
4. | CMK 장비 용량 지수 CMK 지수는 단기 분산만을 고려하고 제품 품질에 미치는 장비 요소의 영향을 강조합니다. 테스트 요구 사항: 추출된 데이터는 연속적입니다. 작업자, 측정 도구 및 원자재는 영향을 받지 않는다고 가정합니다. 장비의 단일 요인의 영향만 고려합니다. (즉, 작업자는 기술과 역량을 갖춰야 합니다. 측정 도구는 요구 사항을 충족하고 교정되어야 합니다. 동일한 배치의 재료를 사용하고 검사자가 요구 사항을 충족해야 합니다.) 일반적으로 기계 생산이 안정화된 후 약 1시간 이내에 100개의 샘플을 10개 그룹으로 나누어 샘플링하여 측정합니다.
| ≥1.67 |
|
5. | 장비 운영 계획 | 300 일 / 년 , 2 교대 , ( 11.5 ) H / 교대 |
|
6. | 장비 수명 | 10 년 |
|
7. | 연산자 |
|
|
8. | 장비 소음 | ≤7 5dB |
|
6. 구성품 및 예비 부품 브랜드
SN | 이름 | 상표 | 주목 |
1 | 용접 레이저 | 장신 (创鑫) |
|
2 | 용접 헤드 | 万顺兴완순 싱(Wan Shuhunxing) |
|
3 | 냉각수 기계 | 东露阳동 루양 |
|
4 | 모션 모듈 | 上银 샹인 |
|
5 | 서보 모터 | 파나소닉 |
|
6 | 프레임 + 플레이트 + 쉴드 | 맞춤형 |
|
7 | CCD + 디스플레이를 관찰하세요 | 맞춤형 |
|
8 | 집진기 | 鸿海 폭스콘 |
|
9 | 용접 플랫폼의 모션 제어 | 맞춤형 |
|
10 | 용접 제어 소프트웨어 |
|
|
11 | 레이저 파형 제어 카드 | 맞춤형 |
|
12 | 국제피씨(IPC) | 어드밴텍 / 레노버 |
|
13 | 고정물 | 맞춤형 |
7. 제품 이미지