상표 :
TMAX품목 번호:
결제 :
L/C, T/T, 웨스턴 유니온, 페이팔인증서 :
CE ROHS 인증서리드 타임 :
5일
I. 코터 구조의 간략한 소개
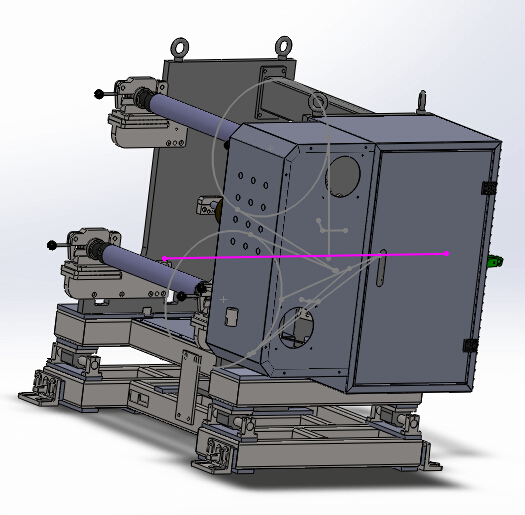
1. 풀림 메커니즘
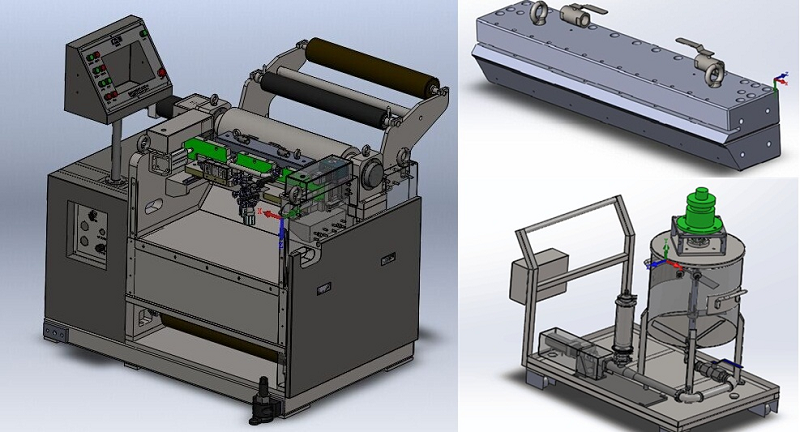
2. 코팅 메커니즘(2세트)
3. 오븐 메커니즘(이중층 40m)
4. 견인 메커니즘(2세트)
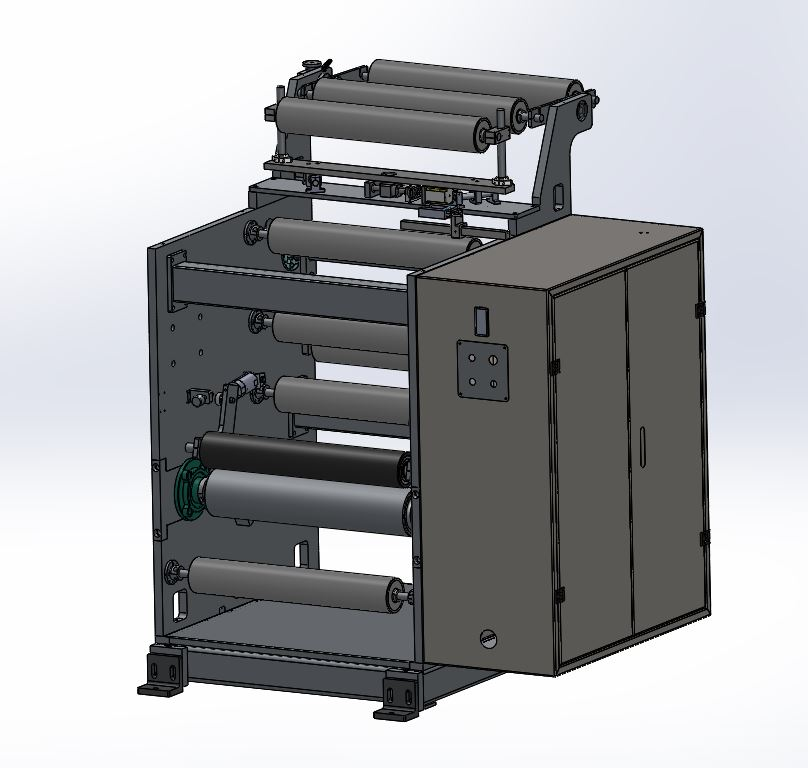
5. 와인딩 메커니즘
6. 제어 시스템
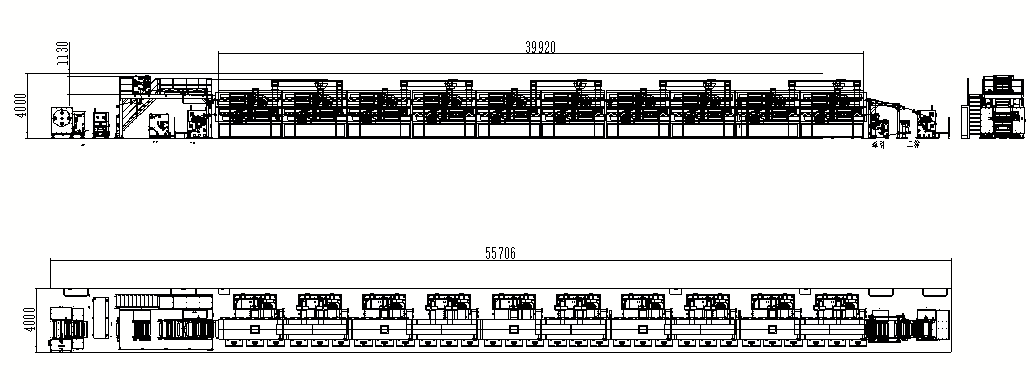
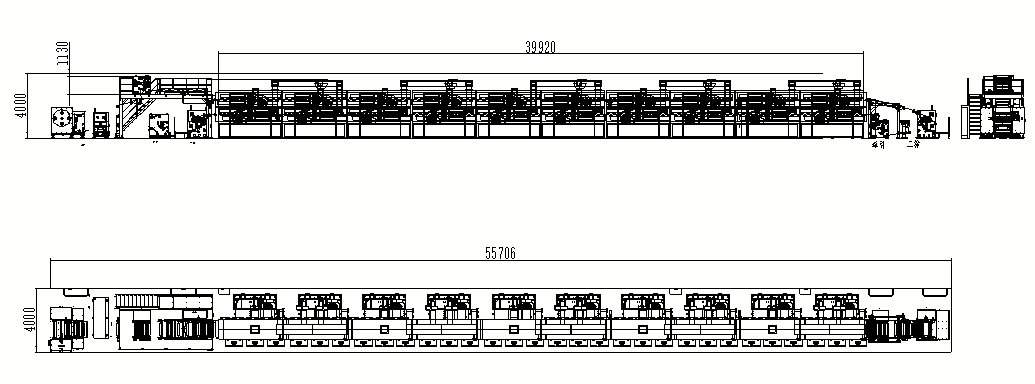
코팅 장비의 전체 ​​크기 및 무게:
크기 : 길이 55000mm * 너비 4000mm(유지보수 공간 제외) * 높이 4000mm
무게 : 약 40T
기능 개요:
ZL - J 시리즈 코팅기는 전문적인 리튬 배터리 전극 코팅 장비입니다.
▲ 유성 또는 수용성 리튬 철 인산염, 유성 리튬 코발트 산화물, 3원, 리튬 망간산염, 니켈 코발트 리튬 망간산염, 유성 또는 수용성 음극 탄소 흑연, 리튬 티타네이트 및 기타 슬러리 시스템의 코팅 공정에 적용됩니다.
▲ 전자동 PID 폐루프 장력 제어 시스템을 사용하여 장력 제어 정확도는 ± 1n 수준에 도달할 수 있습니다.
▲ Siemens PLC 제어 시스템 및 고정밀 서보 모터 등 수입 표준 부품을 사용하여 코팅 제품의 표면 밀도 및 크기 측면에서 매우 높은 일관성과 안정성을 보장합니다. 전체 기계 표준 부품에서 수입 표준 부품이 차지하는 비율은 최대 85%에 달합니다.
▲ 고속 코팅, 고정밀도, 높은 일관성의 특성을 갖추고 있어 전력 배터리에 가장 적합한 코팅 장비입니다.
II. 장비의 기술적 매개변수 및 주요 구성
(A ) 장비의 주요 구성 :
아니요 . | 원산지 |
1 | 슈나이더(프랑스) |
2 | 지멘스(독일) |
3 | 지멘스(독일) |
4 | 지멘스(독일) |
5 | 슈나이더(프랑스) |
6 | 지멘스(독일) |
7 | 렉스로스(독일) |
8 | Bd.sensors/valcom(독일/일본) |
9 | 헤이신(일본) |
10 | 텅창(일본) |
11 | 뉴캐슬(독일) |
12 | 슈나이더(프랑스) |
13 | 슈나이더(프랑스) |
14 | 신다어(대만) |
15 | 슈나이더(프랑스) |
16 | 오므론(일본) |
17 | 아이보(국내산) |
18 | PID 폐루프 제어(자체 제작) |
19 | 지멘스(독일) |
20 | 키엔스(일본) |
21 | NSK(일본) |
22 | 경질 크롬 도금(자체 제작) |
23 | Φ 118 알루미늄 합금 표면 양극산화 처리, 마감 rc0.4(국내산) |
24 | 렉스로스(독일) |
25 | 킨스(일본) |
26 | 홍젠(국내) |
27 | 미쓰비시 |
28 | 보데(스웨덴) |
29 | SMC(일본) |
(B ) 취약부위 : | |||||
아니요. | 이름 | 상표 | 수량 | 재고 시간 | 비고 |
1 | 강철 롤러 | 자제력 | 1개/2세트 | 30일 | 수입 크롬 도금 재료 |
2 | 강철 롤러 베어링 | NSK/NTN | 2 / 1 세트 | 15일 | 조달주기에 따라 |
3 | 가열관 | 국내의 | 3개/세트 | 1일 |
|
4 | 열전대 | 국내의 | 1개/세트 | 1일 | 가장 긴 건조 경로에 적응하세요 |
5 | 내부 육각형 스패너 | 국내의 | 1세트 / 세트 | 1일 |
|
6 | 조절 렌치 | 국내의 | 1개/세트 | 1일 |
|
7 | 밸브 바디 씰링 링 | 국내의 | 1세트/ 단위 | 1일 |
|
8 | 토크 렌치 | 일본 | 1세트/ 단위 | 15일 |
|
9 | 다이 헤드 리프팅 트럭 | 국내의 | 1세트/ 단위 | 15일 |
|
10 | 대리석 플랫폼 | 국내의 | 1세트/ 단위 | 10일 |
|
11 | 공급관 | 국내의 | 12m / 세트 | 1일 |
|
12 | 극 샘플러 | 국내의 | 1 / 세트 | 2일 |
|
13 | 그 사람 | 티맥스 | 3세트/ 단위 | 15일 |
|
(C ) 자동급지 시스템 : 자동급지 시스템(60L) 1세트를 표준 장착하였습니다.
(D)외관 색상 : 스테인리스 스틸 부분을 제외하고 상자의 색상은 수요자가 제공한 표준 색상표에 부합합니다.
(E ) 장치 기능:
아니요. | 프로젝트​ | 기술 매개변수 | 노트 |
1 | 적합한 시스템 | 유성 또는 수성 리튬 철 인산염, 리튬 코발트 산화물, 리튬 망간산염, 3원, 니켈 코발트 리튬 망간산염, 리튬 티타네이트, 탄소 흑연 등 |
|
2 | 작동 기판 매개변수 | 알루미늄 호일(Cu): 두께 9 ~ 25um; 폭 300 ~ 720mm; 롤 직경 최대 500mm 무게 최대 500kg |
|
구리 호일(Cu): 두께 4.5 ~ 30um; 폭 300 ~ 720mm; 롤 직경 최대 500mm 무게 최대 500kg ; | 단면등 또는 양면등 | ||
3 | 롤 표면의 설계 폭 | 750mm ​ |
|
4 | 보장된 코팅 폭 | 200~680mm |
|
5 | 장비 기계적 작동 속도 | 40m /분 |
|
6 | 장비 코팅 속도 | 1-3 2 / 분; | 건조 조건에 따라 다릅니다 |
7 | 슬러리 점도에 적합 | 2000 ~ 16000 Cps ( 양극 ) 1000~ 16000 Cps ( 음극 ) |
|
8 | 단면 코팅 건조 두께 범위 | 40~200g/m2 |
|
9 | 최소 간헐적 길이 | 코팅 속도 < 5mm, 15m/min 이내 코팅 속도 25m/min 이상 〈 8mm; |
|
10 | 여러 섹션의 최소 코팅 길이 | 50mm | 코팅 속도≤ 12m/min |
11 | 용매 특성 | 유성 용매 NMP(sg=1.033,bp=204℃) |
|
수용성 용매 H2O/NMP(sg=1.000, bp=100℃) |
| ||
12 | 적합한 고형분 함량 | 양극 S .C. 60%±20% |
|
음극 S . C. 50%±15%(PVDF 시스템) S .C. 50%±10%(SBR 시스템) |
| ||
13 | 비율​ | 양극 1.5~2.59/cm2 음극 1 ~1.89/cm2 |
|
14 | 코팅 방법 | 2중 전면 및 후면 3단 불균등 간격 코팅 / 2차면 자동 추적 / 연속 코팅 / 필드 격자 코팅 |
|
15 | 롤 체인지 모드 | 수동 |
|
16 | 기판 주행 방향 | 전방 코팅, 기판 전방 및 후방 빈 포일 작업 |
|
(F ) 각부의 구조 소개 :
1、 풀림 메커니즘(더블 암 더블 서포트 수동 되감기) :
아니요. | 프로젝트 | 기술 매개변수 | 노트 |
1 | 롤러 설치 구조 | CNC 가공 일체형 수직 플레이트 설치(두께 30mm). |
|
2 | 롤러 표면 처리 | 금속 알루미늄 롤러의 표면 산화 처리, 표면 경도 HRC65; 롤 오버 원형 런아웃 ≤ 20 μm ; 표면 거칠기 Ra0.2; 평행도 ≤ 0.1mm; |
|
3 | 장력 제어 시스템 | 이중 폐루프 속도 제어 모드: 1. 스윙 롤 PID 동기 제어 2. 서보 모터가 폐루프에서 장력을 조정합니다. 장력 표시표에 장력 값이 표시됩니다. 3. 조정 가능한 장력 범위는 0~300n이며, 장력 변동률은 ±1.5% 이하입니다. |
|
4 | 교정 방법 | 자동 EPC 제어, 스트로크 120mm |
|
5 | 코일링 방법 | 위아래로 풀기 |
|
롤은 3인치 팽창형 샤프트로 고정됩니다. |
| ||
풀림 이중 공기 팽창 샤프트, 양면 지지대 |
| ||
수동 벨트 수신 플랫폼, 이중 압력 바 모드 |
| ||
6 | 기판 주행 방향 | 정방향 및 역방향 |
|
7 | 기판 주행 속도 | 50m/분 |
|
8 | 최대 풀림 직경 | Ф500mm |
|
9 | 팽창형 샤프트의 최대 지지 용량 | 600kg |
|
10 | 풀리는 팽창형 샤프트의 수 | 2개의 기사 |
|
11 | 제어 시스템 | 테이프 연결, 일시 정지, 비상 정지, 정회전 및 역회전, 좌우 정렬 등의 작업을 완료하기 위한 기능 조작 버튼을 설정합니다. |
|
12 | 풀림 속도 | 풀림 속도는 설정된 코팅 속도와 실시간 장력 변화 데이터에 따라 PLC로 제어됩니다. 풀림 전력은 AC 모터 + 터빈 감속기로 제공됩니다. |
|
2、 헤드 구조 (1코트, 2코트) :
아니요. | 프로젝트​ | 기술 매개변수 | 노트 |
1 | 설치 구조 모드 | CNC 가공 두께 70mm의 일체형 수직 플레이트 구조, 전체 중량 2.6톤, 접지 철판 증가, 접지 면적 감소. |
|
2 | 주 구동 모터 | 서보 모터 |
|
3 | 고무 롤러 구조 | 장력 분리가 이루어지지 않아 발생하는 장력 불안정성을 방지하고 코팅 표면 밀도의 안정성을 확보한다. |
|
4 | 다이헤드와 코팅롤러 사이의 거리 조절 | 서보 모터는 고정밀 절대 변위 센서와 연동하여 폐루프 추적 제어를 수행합니다. 거리는 화면을 통해 1~5000um 범위로 설정되며, 조정 분해능은 0.1um이고, 반복 위치 정확도는 ≤±0.3um입니다. |
|
5 | 다이 헤드 선택 | 미쓰비시 특수 압출 헤드의 다이 립은 내마모성과 내부식성이 우수한 초경합금강으로 제작되었으며, 표면은 텅스텐 카바이드 또는 크롬 질화 처리되었습니다. 진직도와 평탄도는 ≤ 1.5 µM입니다. |
|
6 | 다이 캐비티 구조 | 다중 압력 캐비티 슬릿(스프레이) 코팅 헤드를 채택하여 강력한 공정 적응성을 갖추고 횡방향 압력을 균형 있게 조절하여 횡방향 코팅 두께를 일정하게 유지합니다. 코팅 헤드의 상부 다이는 처짐 조절 메커니즘으로 설계되어 상부 및 하부 다이 립의 평행도를 조절할 수 있습니다. |
|
7 | 압력 모니터링 시스템 | 공급 압력 모니터링, 환류 압력 모니터링, 다이 캐비티 압력 모니터링; 실시간으로 공급 프로세스를 모니터링하고 막힘이 있는 경우 ≤ 0.001mpa의 정확도로 알람을 제공할 수 있습니다. |
|
8 | 급식 시스템 | 일본 빙신 정밀 스크류 펌프(2nbl15f(sus+epdm) 펌프) + 정밀 서보 모터, 효과적인 60L 턴오버 버킷(재료 용기)으로, 슬러리의 침전 및 오버플로를 방지하기 위한 액위 감지 및 액위 혼합 기능을 갖추고 있습니다. |
|
9 | 코팅 간헐 기능 | 코팅 크기의 안정성을 보장하기 위해 서보 간헐적 제어 밸브 시스템이 채택되었습니다. |
|
10 | 머리와 꼬리 얇게 만드는 기능 | 서보 간헐 제어 밸브 시스템은 헤드 및 테일 두께를 실시간으로 조절하기 위해 헤드 및 테일 두께 조절 시간과 간헐 밸브 스위치의 스트로크를 조절할 수 있습니다. |
|
11 | 다이 헤드 수평 조정 기능 | 정밀한 선형 가이드 레일 가이드와 수동 수평 조정 모드를 채택하여 다이 헤드를 수평 위치에서 ±10mm 정도 미세하게 조정할 수 있습니다. 전면 및 후면의 수직 정렬 정확도를 보장합니다. |
|
12 | 다이헤드 상부와 다이헤드 하부의 매칭 및 조립 | 디지털 토크 렌치는 다이 헤드의 조립 일관성과 정확성을 보장하는 데 사용됩니다. |
|
13 | 롤러 표면 처리 | 금속 알루미늄 롤러의 표면 산화 처리, 표면 경도 HRC65; 롤 오버 원형 런아웃 ≤ 20 μm ; 표면 거칠기 Ra0.2; 평행도 ≤ 0.1mm; |
|
14 | 코팅롤(스틸롤) | 표면은 수입 경질 크롬 도금으로 처리되었으며, 직경은 Φ295mm입니다. |
|
15 | 긴장​ | 전자동 PID 폐루프 제어 일정 장력, 장력 범위 1 범위 0~50n, 장력 제어 정확도 ± 1n |
|
16 | 단독 머리 위치 | 건조 전 설치 및 작동 |
|
17 | 레이저 정렬 기능 | 레이저 정렬 기능은 정렬 정도를 수동으로 판단하는 데 사용됩니다. |
|
3、 건조 채널(서스펜션 오븐)
아니요. | 프로젝트​ | 기술적 매개변수 | 주목 |
1 | 오븐 구조 | 처음 네 개 구간은 주요 전달선 구조이고, 마지막 여섯 개 구간은 현수 오븐 구조입니다. |
|
2 | 오븐 길이 | 40m(구간당 4m, 총 10구간) |
|
3 | 재료의 질감 | 스테인리스 스틸, 내부 탱크 국가 표준 SUS304, 외부 탱크 국가 표준 SUS201 |
|
4 | 오븐 가이드 롤러의 구동 모드 | 첫 번째 4개 섹션은 주요 전송 구조이고 마지막 6개 섹션은 서스펜션 오븐입니다. |
|
5 | 온도 조절 | 정상 작동 온도 제어 및 과열 모니터링 경보 보호 제어로 구분됩니다. 과열 시, 시각 및 청각 경보가 울리고 주 난방 전원 공급이 차단됩니다. 각 부분은 완전히 독립적으로 제어됩니다. |
|
6 | H 식사 방식 | 전기난방, 온풍순환 구조 |
|
7 | 단일 섹션 오븐의 가열 전력 | 단일 섹션 24kw/4m(최대 시동 전력) |
|
8 | 건조 채널의 온도 | 설계 Max150℃, 단일 섹션 오븐 영역 내 온도 차이 ≤ 5℃ |
|
9 | 작동 중 상자 표면 온도 | ≤45℃ ; 면 충전 두께는 100mm입니다. |
|
10 | 송풍 모드 | 상하 공기 송풍량, 상하 공기량은 밸브를 통해 각각 조절 가능하며 미세 조정이 가능합니다. 상하 공기실은 가열체를 공유합니다. |
|
11 | 각 섹션의 배기량 제어 | 기계식 밸브를 통한 독립 제어 및 미세 조정 |
|
12 | 에어 노즐 구조 | 처음 네 구역의 분사 방향은 수평에서 30도이며, 공기 노즐 홈은 특수 금형으로 홈이 파여 있습니다. 마지막 다섯 구역은 조절 가능한 공기 노즐 후크입니다. |
|
13 | 팬 제어 | AC 접촉기 제어 |
|
14 | 난방 제어 | 솔리드 스테이트 릴레이 |
|
15 | 팬 소재 | 국가표준 SUS304 스테인리스강 |
|
16 | 용매 회수 시스템 | 아니요, 인터페이스 설치만 도와드립니다. |
|
17 | NMP 용매 농도 알람 | 설치 인터페이스를 제공합니다. (별도 견적 필요) |
|
18 | 공기실 압력 모니터링 | 없음(이 기능은 별도로 인용해야 함) |
|
19 | 배기 공기량 | 최대 35000m3/h |
|
4、 견인기구 : (2세트)
아니요. | 프로젝트​ | 기술적 매개변수 | 노트 |
1 | 행진 교정 | 건조채널 출구에 설치, 자동 EPC 제어, 스윙 ± 15도, 광전센서 |
|
2 | 긴장​ | 이중 폐루프 속도 제어 모드: 1. 스윙 롤 PID 동기 제어 2. 서보 모터가 폐루프에서 장력을 조정합니다. 장력 표시표에 장력 값이 표시됩니다. 3. 조정 가능한 장력 범위는 0~300n이며, 장력 변동률은 ±1.5% 이하입니다. |
|
텐션 분할은 핀치롤과 트랙션롤로 구현됩니다. |
| ||
3 | 설치 구조 모드 | CNC 가공센터 일체형 수직판 설치(두께 30mm) |
|
4 | 트랙션 롤러 | 160mm 스틸 롤러 |
|
5 | 핀치 롤 | Ø 120mm 고무 롤러, 표면 빵 EPDM |
|
6 | 구동 모터 | 트랙션 롤러는 Siemens Servo 모터 + 정밀 감속기로 구동됩니다. |
|
5、 되감기 메커니즘 (디스크형 더블 샤프트 자동 되감기) :
아니요. | 프로젝트​ | 기술적 매개변수 | 노트 |
1. | 설치 구조 모드 | CNC 가공센터 일체형 수직판 설치(두께 30mm) |
|
2. | 긴장 | 이중 폐루프 속도 제어 모드: 1. 스윙 롤 PID 동기 제어 2. 서보 모터가 폐루프에서 장력을 조정합니다. 장력 표시표에 장력 값이 표시됩니다. 3. 조정 가능한 장력 범위는 0~300n이며, 장력 변동률은 ±1.5% 이하입니다. |
|
3. | 편차를 바로잡다 | 자동 EPC 제어, 스트로크 120mm |
|
4. | 최대 권취 직경 | Ø800 |
|
5. | 와인더 팽창형 샤프트 | 제2조(국가표준) |
|
6. | 권선 모터 | 권선 동력은 Siemens Servo 모터 + 정밀 감속기로 구동됩니다. |
|
7. | 최대 용량 | 600kg |
|
8. | 롤 체인지 모드 | 셧다운 없이 자동 와인딩 및 교체 기능 |
|
6、 제어 시스템 :
아니요. | 프로젝트​ | 기술적 매개변수 | 노트 |
1 | 마스터 제어 시스템 | 터치스크린, PLC, 모듈, 서보 시스템 |
|
2 | 작동 모드 | 수동, 자동 및 비상 정지; 전체 기계는 전후에 작동될 수 있습니다. |
|
코팅 라인 속도, 코팅 설정, 헤드 및 테일 희석 설정, 팬 주파수 및 온도 설정은 터치 스크린을 통해 설정, 표시 및 기록할 수 있습니다. |
| ||
3 | 코팅 범위 및 간헐 길이 설정 | 코팅 길이 20.0 ~ 3200.0mm |
|
4 | 알람 조건 | 간헐길이 : 5.0 ~ 3200.0mm |
|
5 | 계산 함수 | 장비에 오류가 발생하면 터치 스크린에 해당 수정 화면이 표시됩니다. |
|
6 | 머리와 꼬리 두께 조절 방법 | 생산 수량/길이 |
|
I II 、 장비 정확도
1. 하드웨어 정확도
아니요. | 프로젝트​ | 기술적 매개변수 | 노트 |
1 | 코팅롤(스틸롤) | 원형 런아웃 ≤ 1.0um, Ra0.4 진직도 ≤ 1.5um |
|
2 | 편차 보정 | ±1mm |
|
3 | 알루미늄 롤러 | 원형 런아웃 ≤ 20um, 진직도 ≤ 20um |
|
4 | 공구 조정 제어 반복 정확도 | ±0.1㎛ |
|
5 | 온도 제어 정확도 | ±0.5℃ |
|
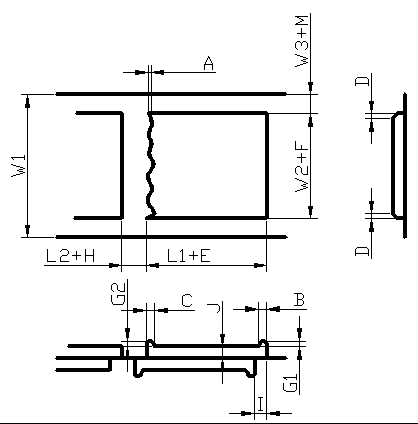
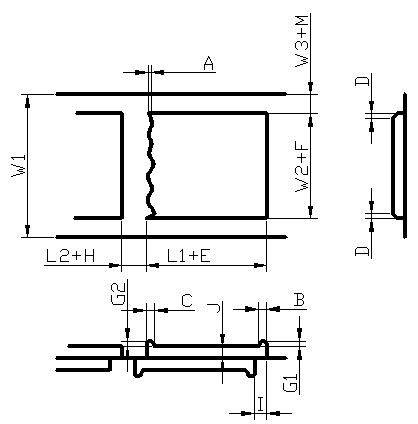
2 、코팅 정확도
목 | 징후​ | 매개변수(30m/분) |
| A (후행) | ≤ 1mm (슬러리 점도 및 바인더 특성과 관련) |
B (비정상적인 두부 부위) | 5mm | |
C(꼬리 이상 부위) | 6mm | |
D(에지 효과 영역) | ≤3mm ; 두께 -10um | |
E(길이 오류) | ±0.5mm | |
F(폭 오차) | ±0.5mm | |
M(폭 오차) | ±0.5mm | |
G1(헤드 두께) | -5~+5um | |
G2(꼬리 두께) | -5~+5um | |
H (빈칸 오류) | ±0.5mm | |
I (양수 및 음수 정렬 오류) | ±0.5mm | |
J 단일 표면 밀도(B, C 및 D 영역 제거) | 1.2% 이내 | |
길이 범위 | L1(필름 길이) | 20.0 ~3200.0mm |
L2(간헐적 길이) | 5.0 ~3200.0mm | |
L1/l2(코팅+간헐적 길이) | L1 + L2 ≥120mm |
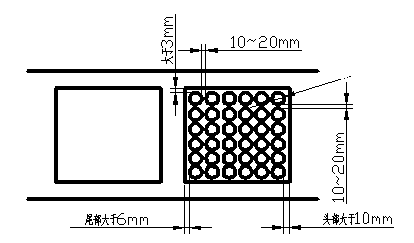
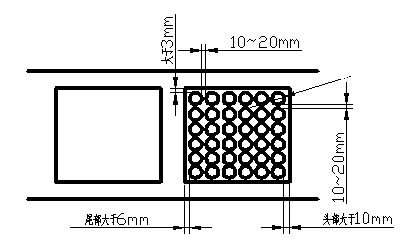
3 、 측정 방법
A. 측정 영역: 가장자리 3mm, 끝부분 5mm, 시작부분 5mm.
B. 수요자의 공정 요구 사항에 따라 Φ 40mm 치수를 측정합니다.
I V 、 설치 및 사용 환경
1) 기계 헤드의 주변 온도는 20~30℃이고, 나머지는 10~40℃입니다.
2) 기계 헤드의 상대 습도: 양의 RH ≤ 35%, 음의 RH ≤ 98%, 나머지 ≤ 98%;
V 、 S 지원 시설
1) 전원 공급 : 3상 380V, 50Hz, 전압 변동 범위 : +8% - 8%; 전원 공급의 총 시동 전력은 280KW입니다.
2) 압축공기 : 건조, 여과, 안정화 과정을 거친 후, 출구압력은 5.0kg/cm2 이상이다.
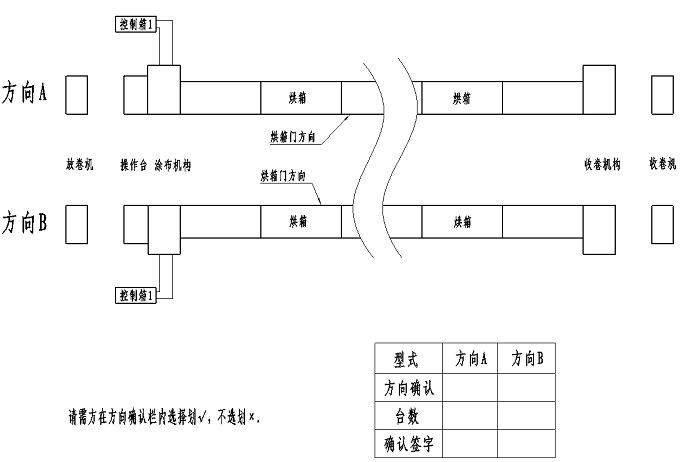
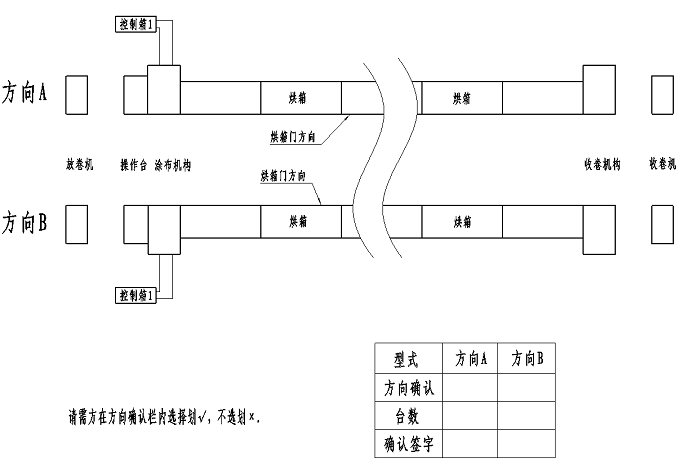
V I 、 장치 방향(선택 사항)
1) 
첨부표: 장비 사전 승인 및 정식 승인 검사 항목의 상세 목록 (검사 결과는 승인 보고서와 함께 첨부)
아니요. | 검사 항목 | 검사 기준 | 검사 방법 |
1. | 장치 구성 매개변수 | 장비 전체 치수: L (56000mm) *W (4000mm) * H(4000mm) | 줄자 |
오븐 길이 : (4m/섹션) × 4) + (4m/섹션 × 6섹션) = 40m | 자 | ||
권취 및 풀림 최대 권취 직경 : φ 600mm | 자 | ||
롤 폭: 750mm |
| ||
2. | 장비 기능 구성의 무결성 | 풀림부(수동 롤 교환 기능, 텐션, 편차 보정, 팽창형 샤프트) | 기술 계약 및 장비 구성표를 시각적으로 확인하세요 |
코팅부(베이스, 코팅롤러, 피딩시스템, 국산마네스트다이) | |||
오븐(순환기, 가열 시스템, 외부 보조 공기 덕트) | |||
견인부(이동편차 보정, 견인장력, 견인롤러 어셈블리) | |||
와인딩부(수동 롤 교환 기능, 텐션, 편차 보정, 팽창형 샤프트) | |||
제어 시스템(전기 캐비닛, 내부 배선, 외부 트렁킹 배선) | |||
납품부품(기술협약 내용에 따라) | |||
3. | 표준부품 브랜드 확인 | 기술 계약서에 명시된 구매 부품 브랜드에 100% 일치 | |
4. | 안전 기준 | 기계적 및 전기적 연동, 자체 잠금 기능, 유도 보호 기능; | 시각적 검사 및 작동 |
장비를 가동하기 전에 각 구역에서 경보 벨이 울립니다. | 작업 | ||
이동, 압축, 차단, 열원 등 위험 부위에는 안전 경고 표지판을 설치하여야 합니다. | 시각적 | ||
비상 정지 스위치 버튼, 내부 유지관리 구역의 안전 로프(최소 3곳) | 시각적 | ||
변속기 및 이동 부품을 위한 보호 커버 | 시각적 | ||
오븐 과열 알람 및 전원 차단 보호 기능 | 작업 | ||
5. | 기계적 정확도 테스트 | 코팅 롤 원형 런아웃 ≤ 1.0 μm ; 진직도 ≤ 1.5 μm ; 표면 거칠기 Ra0.4, | 다이얼 인디케이터, 특수 검사 도구 |
오버롤 원형 런아웃 ≤ 20 μm ; 표면 거칠기 Ra0.2 | 다이얼 인디케이터 | ||
롤러 통과 평행도 ≤ 0.1mm (오븐 롤러 통과 제외) | 다이얼 인디케이터, 특수 검사 도구 | ||
6. | 벨트 비우기 작업 (기초재료를 분당 40m의 속도로 약 500m 동안 연속 운전) | 1m/min→10m/min→30m/min 구간 샘플링 | 유속계 |
기판 전체에 주름이 없고, 기판 표면에 긁힘이 없습니다. | 시각적 | ||
모든 이동 부품은 이상 소음 없이 원활하게 작동합니다. 전달 벨트는 편차나 마모가 없습니다. | 시각적 | ||
오븐 각 구역의 온도 설정 : 정상 온도 ~ 150℃ | 작동 및 시각 검사 | ||
와인딩, 풀림 및 트랙션 편차 보정은 지속적인 흔들림 없이 원활하게 실행됩니다. | 작동 및 시각 검사 | ||
편차 보정 및 오븐을 제외하고 각 롤러의 기본 소재 편차는 ≤± 1mm입니다. 코팅 롤 기판 편차 ≤ 0.5mm입니다. | 캘리퍼스 | ||
장력 설정값 5 ~ 300N | 작동 및 시각 검사 | ||
시동 및 정지 시 장력 변동은 ± 5N입니다. 정상 작동 시 장력 변동은 ± 1n입니다. | 작동 및 시각 검사 | ||
7. | 코팅 검사 30m/min 코팅 작업 1200m) | 코팅속도는 30m/min이며, 코팅방식은 연속 및 간헐코팅이 가능합니다. | 매개변수 설정 |
공급 시스템과 파이프라인은 재료 누출 없이 잘 밀봉되어 있습니다. | 시각적 | ||
코팅된 표면의 외관은 입자, 긁힘, 노출된 호일 및 불량한 돌출 가장자리 없이 양호합니다. | 시각적 | ||
한 면의 밀도 정확도: 무게 오차 ≤± 1.2% (가장자리 8mm 범위 제외) | 마이크로미터 전자 저울 | ||
양면 표면 밀도 정확도: 무게 오차 ≤± 1.5% (가장자리 8mm 범위 제외) | 마이크로미터 전자 저울 | ||
테일링 ≤ 1mm (슬러리 점도 및 바인더 특성과 관련) | 자 | ||
머리 이상 부위 ≤ 8mm | 자, 마이크로미터 | ||
꼬리 이상 부위 ≤ 6mm | 자, 마이크로미터 | ||
Edge 효과 영역 ≤ 3mm, -10 ~ +5um (슬러리 점도 변화 ± 300cps 미만) | 자, 마이크로미터 | ||
길이 오차 /h 공백 오차 : ≤± 0.5mm | 자 | ||
폭 오차 : ≤± 0.5mm | 자 | ||
머리와 꼬리의 두께 : -5 ~ +5um | 마이크로미터 | ||
양수 및 음수 수평 정렬 오차: ≤± 0.5mm | 바늘, 자 | ||
앞면과 뒷면의 세로 정렬 오차 : ≤± 0.5mm | 바늘, 자 | ||
단일 섹션 오븐의 온도 제어 정확도: ≤± 1℃ | 시각적 | ||
기판 위 10mm 수평 영역에서 단일 섹션 오븐의 각 지점의 온도 편차: ≤± 3℃ | 열 감지기 | ||
건조도 시험, 용매 잔류물 : ≤ 1% (항온항습 공간 샘플링 측정) | 마이크로미터 전자 저울 | ||
장비 활용률: ≥ 97% (공식 승인 프로젝트) | 작동 및 테스트 | ||
제품 적격률: ≥ 98% (공식 승인 프로젝트) | 작동 및 테스트 |