상표 :
TMAX품목 번호:
TMAX-CJZN-AC065결제 :
L/C, T/T, 웨스턴 유니온, 페이팔인증서 :
CE ROHS 인증서리드 타임 :
5일
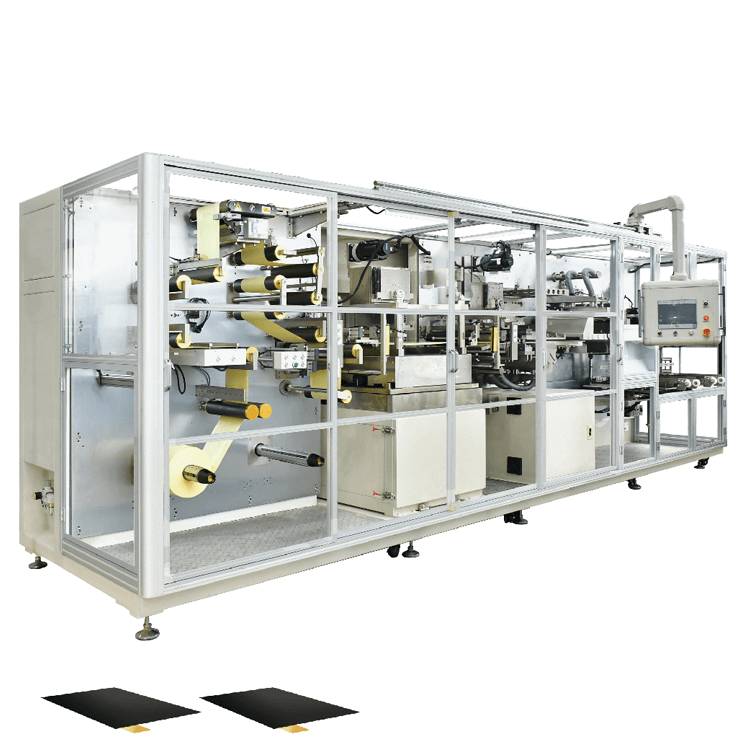
1.1 기능 설명
이 기계는 금속 몰드 펀칭 방식을 사용하여 프리즘 셀 의 양극 및 음극 전극 (전체 탭이 연속적으로 코팅됨 )을 자동 성형하는 데 적합합니다. 장비의 팽창식 샤프트에 전극 코일을 수동으로 설치하면 장비가 자동으로 풀리고 편차를 보정합니다. 전극 필름의 장력은 장력 제어 시스템을 통해 제어됩니다. 전극 필름이 EPC 2차 보정을 거친 후, 전극 필름 의 양극 및 음극면의 외관 품질은 CCD로 감지됩니다. 공급 장치는 전극 필름을 펀칭 및 절단 위치로 당겨 탭의 펀칭 및 절단 과 슬라이스를 수행합니다. 컨베이어 전극 필름은 진공 수신 벨트를 통해 이송되며, 각 전극 필름 의 크기는 CCD 사진으로 감지됩니다. 전극의 상하 표면은 이온 윈드 먼지 제거 및 철 제거 처리를 거쳐 불량품은 자동으로 폐기물 상자로 배출됩니다. 합격품은 완제품 상자에 수거되며, 재료 상자가 가득 차면 자동으로 재료 상자 컨베이어 라인에 연결됩니다. 빈 재료 상자는 자동으로 보충됩니다.
사양 자료 | 재료 | 길이 mm | 너비 mm | 두께 음 | ID mm | 최대 OD mm |
음극 전극 | 시트 | 6 0 ~ 11 0 | 110 ~ 18 0 | 100 ~ 20 0 | ---- | ---- |
양극 전극 | 시트 | 6 0 ~ 11 0 | 110 ~ 18 0 | 8 0 ~ 18 0 | ---- | ---- |
음극 탭 | ---- | 10 ~3 5 | 10 ~ 5 0 | 7 ~ 12 | ---- | ---- |
양극 탭 | ---- | 10 ~3 5 | 10 ~ 5 0 | 6 ~ 1 0 | ---- | ---- |
분리 기호 | 연타 | ---- | 60 ~ 110 | 1 0 ~ 3 0 | φ76.2 | φ3 5 0 |
줄자 | 연타 | ---- | 10 ~ 3 0 | 15 ~ 50 | φ76.2 | φ150 |
SN | 목 | 사양 |
1 | 들어오는 너비 | 6 0~ 11 0mm ( 탭 없음 ) |
2 | 유입되는 재료 두께 | 60-200um |
3 | 유입 코일 의 내경 | 3 인치 |
4 | 전극 유입 재료의 외경/무게 | ≤ 70 0mm/≤ 30 0kg |
5 | 코팅 방법 및 손상 요구 사항 | 연속 코팅, 탭 한쪽 면이 튀어나와 탭 손상 이 0.5mm 미만 |
6 | 유입 재료 권취의 균일성 | ≤ ± 2mm |
7 | 유입파 가장자리 높이 | ≤0.5mm |
8 | 유입 코팅 폭 오류 | ≤±0.5mm |
목 | 사양 |
피피엠 | ≥ 220PPM |
버 크기 | 측면 버 Va ≤ 12 μM (전극의 수평 배치: 호일 끝면을 넘어) 세로 버 Vb ≤ 12 μM (극 조각의 수직 배치: 세로 극 조각의 중심을 넘어선 거리); |
CCD 오류 검출률 | ≤ 0.5 %( 전극 수를 분모로 사용) |
CCD 미스 감지율 | ≤0 |
차원 CCD 검출 정확도 | ±0.1mm |
곰팡이 수명 | 1. 단일 양극 ≥ 120만회, 음극 ≥ 120만회로 금형을 10회 수리할 수 있습니다. |
칼의 수명 | 1. 단일 양극 ≥ 120만회, 음극 ≥ 120만회로 금형을 10회 수리할 수 있습니다. |
슬라이싱 정확도 | 폭 정확도 : +0.0/- 0.3 mm ; 탭 폭 정확도 , ± 0.15mm |
재료 상자 수신 정확도 | +/- 1mm |
합격률 | ≥ 99%(기계 자체의 결함으로 인한 결함) |
활용률 | ≥ 9 8 % ( 기계 자체의 결함으로 인한 결함 ) |
Ⅱ. 구성 요소 설명
수동 공급은 팽창식 샤프트를 사용하여 폴 코일 재료를 고정하고, 공급 샤프트는 서보 모터로 구동되어 적극적으로 풀리고 편차가 자동으로 수정됩니다.
2.3 구성 및 매개변수 :
1. 팽창식 샤프트를 사용하여 풀림을 구현하고, 서보 모터와 정밀 감속기로 구동하여 능동적으로 풀립니다. 풀림 샤프트는 3인치 단위로 설정되며, 최대 700mm의 풀림 직경을 지원합니다.
2. 풀림 보정은 수입 고감도 보정 센서, 서보 모터 및 스크류 드라이브를 채택하여 실시간 보정을 실현하였으며, 보정 스트로크는 ±50mm, 보정 정확도는 ±0.15mm입니다.
3. 공급 높이는 800mm이고, 팽창식 샤프트에는 슬라이딩 가이드 휠이 장착되어 있어 작업자가 조작하기 편리합니다.
4. 폴롤의 가장자리 위치를 교정하는 레이저 라인을 장착하여 작업자가 재료 롤을 교체할 때 정렬하기 편리합니다.
5. 프로그램 코일의 직경을 계산하는 기능이 있습니다. 남은 재료 코일이 설정값에 도달하면, 프로그램은 남은 재료가 부족하여 교체가 필요하다는 알림을 보냅니다.
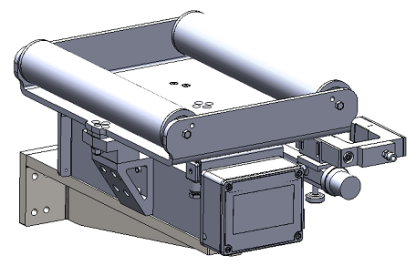
전극 스트립 코일을 교체할 때 양쪽 끝의 전극 스트립을 압축하고 테이프를 수동으로 잘라서 붙이는 데 사용됩니다.
1. 스트립을 수동으로 연결하기 전에 실린더를 사용하여 극판 양쪽 끝을 조여 고정하십시오. 압력 블록과 전극 스트립 사이의 접촉면은 비금속 재질로 제작되어 스트립 경로에 손상을 주지 않습니다.
2. 테이프 수신 플랫폼에는 테이프 수신 중 쉽게 정렬하고 수평을 맞출 수 있도록 눈금 표시가 장착되어 있습니다.
3. 절단 홈 바닥에는 음압 먼지 제거 메커니즘이 장착되어 있어 절단 후 먼지를 흡수하고 재료 벨트에 대한 2차 오염을 방지할 수 있습니다.
Ⅲ. 공정 보정 메커니즘
3.1 기능 :
국내 유명 브랜드 교정기를 사용하여 작업 중 스트립의 실시간 교정을 실현하고, 연속 풀림 작업 중 스트립의 위치를 일정하게 유지합니다.
1. 업계에서 널리 알려진 브랜드 편차 보정 시스템을 채택하여 스트립 이동 과정에서 전극 코팅 가장자리의 수평 편차를 실시간으로 감지, 제어 및 표시하여 보정합니다.
2. 편차 보정 스트로크 X, Y:+/-10, R:+/-5 °;
3. 편차 보정 정확도 : +/-0.1mm ;
4. 교정 폭 :≥120mm ;
4.1 기능 :
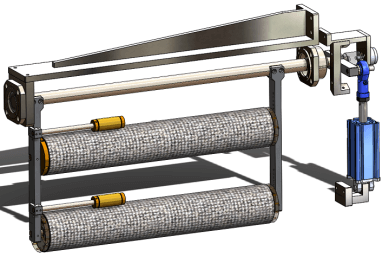
이 구조는 스윙 로드가 있는 저마찰 실린더를 채택하고 있으며, 전기 비례 밸브로 제어되어 벨트의 장력을 일정하게 유지합니다. 장력 크기는 사용자가 설정할 수 있습니다.
1. 낮은 마찰 실린더와 스윙로드 구조를 채택하고 전기 비례 밸브로 제어하여 폐쇄 루프 일정 장력을 달성합니다.
2. 롤러는 탄소섬유 롤러 표면 연마 처리를 채택하고 고속 저마찰 베어링을 장착하여 벨트 저항을 줄였습니다 .
3. 벨트 장력: 0-200N, 장력 변동: +/-5%
전극 코일 소재의 풀림 공정 중 스트립의 전환 운반에 사용됩니다.
1. 전극 롤러 는 알루미늄+갈색 경질 산화막/탄소 섬유 코팅 경화 수지를 사용하며, 표면 조도는 Ra0.6 이상입니다. 모든 롤러는 동적 및 정적 평형 시험을 거칩니다.
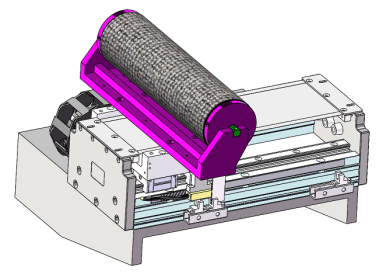
금형이 슬라이싱될 때, 캐시 메커니즘은 이 시간 동안 방출된 스트립을 흡수하여 연속적인 풀림 기능을 달성합니다.
1. 서보 모듈을 사용하여 적극적으로 캐시하여 다이 커팅 중에 지속적인 풀림을 보장하고 장력을 안정화하며 생산 효율을 높이고 도면 정확도를 보장합니다.
2. 드럼은 탄소섬유로 제작되어 저장 드럼의 관성 모멘트를 줄여 재료 인출 정확도와 장비 안정성을 보장합니다.
3. 캐시 전극 길이: ≥ 300mm
4. 위치 정확도: ± 0.1mm
전극의 양극 및 음극 표면에서 결함 감지를 수행하고 NG 신호를 출력하며 결함 있는 제품 데이터를 기록합니다.
1. 라인 스캐닝 카메라를 사용하여 전극의 앞면과 뒷면의 표면 결함을 감지하고, 결함이 있는 제품 데이터를 기록하고 컴퓨터에 저장합니다.
2. 픽셀 정확도 : +/-0.05mm
3. 최소 검출 영역 : ≤ 0.5mm²
4. 오류율 :≤ 0.5%
5. 누설률 : 0
6. 다양한 전극 유형에 대한 해당 매개변수 설정을 저장할 수 있으며, 검출 이미지를 디스플레이 화면에서 볼 수 있습니다.